What We Do
- Frozen Food Solutions
Your Frozen Food Partner from Concept to Shelf
At Harvest Food Group, our approach goes beyond products – we are a true extension of your team. Our success is rooted in culinary innovation, operational excellence, and unwavering quality. Whether you’re looking to launch a new line, improve a legacy product, or find a reliable production partner, we offer end-to-end frozen food solutions tailored to your needs.
- Research & Development
Innovation That Starts with Collaboration
Product development at Harvest Food Group is a hands-on partnership led by culinary scientists and food industry veterans. Our R&D team works closely with you to bring your ideas to life – from flavor exploration to market-ready formulations.
Our R&D Capabilities Include:
- Concept-to-commercialization support
- Custom blend creation & flavor matching
- Trend & consumer insight research
- Nutrition optimization & cost modeling
- Small batch testing & pilot runs
- Reformulation to meet clean-label & specialty diet targets
Inside our Innovation Center, we’ve developed and refined over 1,000 unique formulations. Each one built to match today’s consumer tastes, dietary trends, and operational needs.
- Quality Assurance
Certified. Proven. Trusted.
We uphold the highest standards in food safety and quality across every line, product, and process. Our Quality Assurance team is fully embedded in operations to ensure consistency, compliance, and consumer trust – day in and day out.
Our Certifications and Protocols Include:
- SQF Certified (FSC 14 & 20, including RTE)
- USDA Inspected Facility
- Beyond Celiac Gluten-Free, Oregon Tilth Organic, Star K Kosher, Non-GMO Capable
- Costco Supplier Addendum – Ready
- In-line check weighing, metal detection, and x-ray inspection
- Microbiological testing and robust record-keeping
- Continuous improvement and audits
We take pride in delivering products that are not only great-tasting but meet the strictest food safety standards – because quality is our promise to every partner we serve.
- Packaging
From Concept to Case-Ready
We support a wide variety of packaging formats and sizes – enabling brand and retailers to meet the needs of every channel from club to convenience.
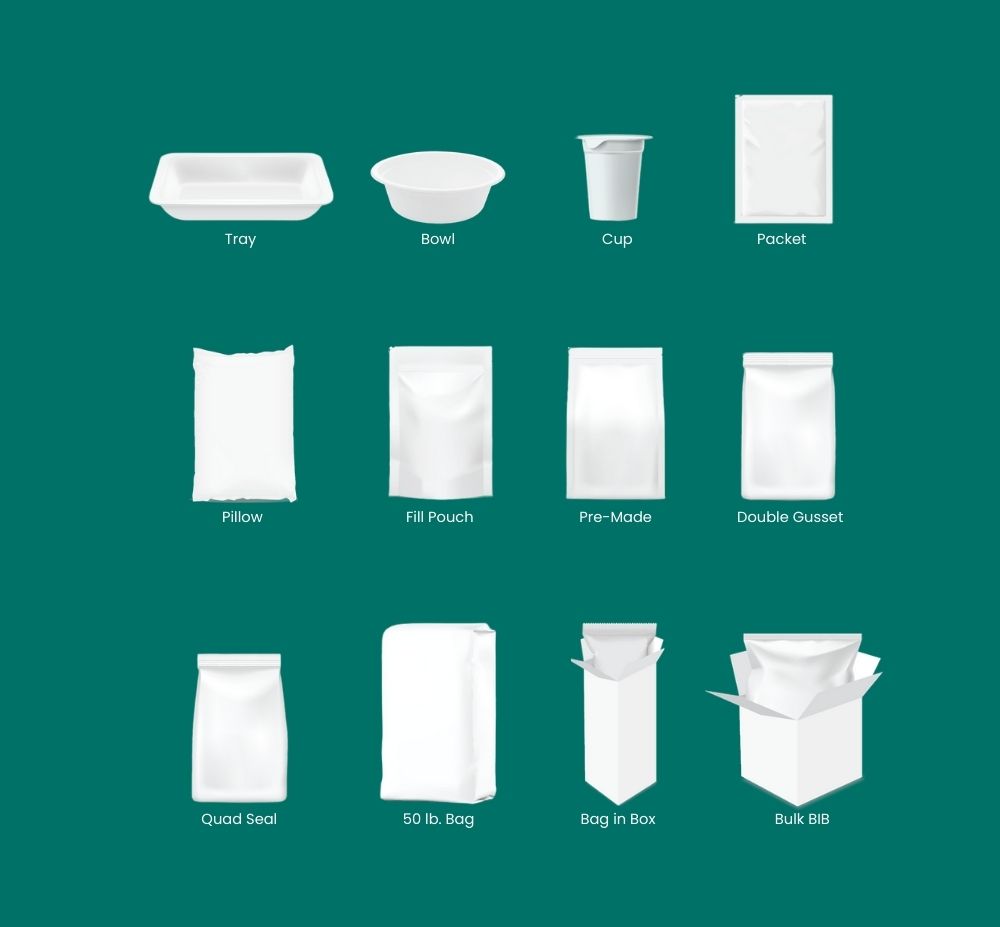
Packaging Formats We Offer:
- Pillow, quad seal and gusseted bags
- Doy-style resealable & steamable bags
- Bowls, cups, trays
- Bag-in-box, bulk totes, packets
Packaging Sizes:
- Ranges from single serve (0.5 oz) to 1,200 lb. bulk formats
- Retail-ready, foodservice, and club store configurations
Our flexible lines accommodate both small test runs and high-volume commercial production.
- How We Do It
Explore Our Business Segments
Our core capabilities come to life across five specialized business segments. Each one is backed by dedicated expertise, flexible production options, and a customer-first approach.
Premium IQF vegetables, fruits, grains, and legumes harvested at peak ripeness and frozen for maximum flavor, texture, and nutrition.
Turn your vision into a ready-to-launch product with our turnkey manufacturing, R&D and commercialization expertise.
We help retailers deliver standout private label products with proven recipes, trend-forward innovation, and flexible production.
From school lunches to restaurant kitchens, we create smart, scalable food solutions for operators across North America.
A better-for-you frozen line of veggie-forward blends designed for busy lives.
- Coming Soon
Behind the Scenes at Harvest Food Group
Our 184,000-square-foot, SQF certified facility features flexible manufacturing lines, global sourcing capabilities, and robust food safety programs.
In Spring 2026, we’ll open a second, state-of-the-art facility designed specifically for high-care frozen and refrigerated production, enabling greater innovation and operational excellence.